
Kanban Methodology
An Overview of the Kanban System
There are two primary resources required to produce any product: labor and material. Lean manufacturersOpens in new window mainly balance and link ther manufacturing processes together, staffing those resources to customer requirements to produce products.
The component materials to build those products are placed at the point of usage on the Lean line utilizing a technique called kanban.
Kanban is a Japanese method of process control based only on actual consumption of materials. It is designed to simplify material handling and inventory management.
The Kanban system utilizes a series of signals to indicate when parts are needed to replenish production. Instead of materials being staged in “kits” and issued to production to follow the routing, materials are physically placed at the point of usage on the line and replenished only when a “kanban” or “signal” is generate by their consumption into the product.
The aim of the Kanban system is to control and reduce the cost of storage of materials, increase the availability of materials and eliminate production downtime due to lack of required materials.
Kanban systems require fewer inventory transactions and reduce the amount of system maintenance activities normally needed to keep up with the real-time environment of the shop floor.
Materials received from suppliers are transacted into stores or directly into an in-process location. Material is then relieved from in-process using a backflush transaction.
The backflush transactionOpens in new window reduces the on-hand inventory in the “in-process” location by reducing the material recorded in the product’s bill of materials (BOM)Opens in new window. At the same time, one completed unit is added to the finished goods inventory.
The backflush transaction occurs after all work to build the product is finished and all required materials are consumed into the end item. Reducing the number of material input and output transactions causes the on-hand inventory to be highly accurate. Unless mandated by regulation, many Lean manufacturers have greatly reduced or eliminated cycle counting and physical inventories.
A Kanban system that places material directly onto the line at the point it is consumed into the product offers a real competitive advantage to the Lean manufacturerOpens in new window.
Because all the material needed for manufacturing is located on the line and not allocated to a specific production order, it is available for consumption on any product that happens to move down the line. All materials become available for all products.
With a Kanban system, parts do not need to be “deallocated” from one shop order and reallocated to another when necessary to respond to changes in priority. Because parts are not assigned to specific shop orders and simply reside on the line, response to changes in customer order priority is limited only by the work content time of the product.
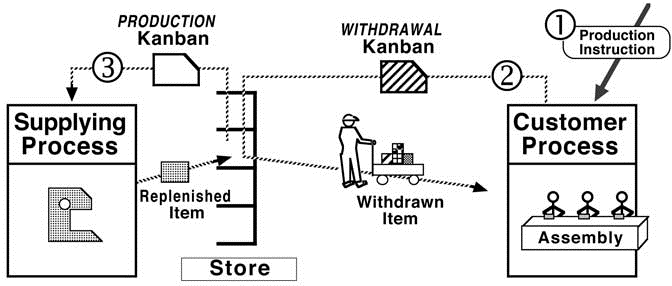 Figure X-1. Basic Kanban Pull System Mechanics
Figure X-1. Basic Kanban Pull System Mechanics
|
The Kanban system establishes a relationship that identifies where materials are used, and where they are refilled must be established. These relationships are known as pull paths, pull codes, or pull sequences.
When Kanban material has been consumed by the building of product, a signal is created. The empty kanban “signals” the need to refill or replace the material used. This signal can be a card or the empty container itself (Figure X-1).
A refilling point for material used on the production line will be located within a short distance from the line. The designated pull sequence identifies the “used at” (consumption point) and “refilled from” (replenishment point) locations.
This information is provided to facilitate the material handler responsible for performing the actual replenishment. Empty kanban containers are then refilled from a designated replenishment point location. In turn, replenishment point kanbans are then refilled either from stores or directly from a supplier.
If suppliers are certified for reliability and dependability, materials can be delivered directly to the replenishment point location, bypassing the stockroom. Suppliers, as members of the supply chain, can be notified by receiving these signals electronically (via the Internet) based on real-time shop floor usage.
This pull sequence routine is the direct link to and provides the required platform from the shop floor to the supplier when using an electronic kanban communication beyond the four walls of manufacturing.
A goal of a Kanban system is to keep inventory moving through the manufacturing process at a rapid pace.
This velocity is intended to improve the turn rate usage of the inventory investment and to reduce the working capital requirements of the business.
The key to this rapid turning of inventory is the frequency of replenishment of the kanban signals. Empty kanbans are refilled based on the predetermined delivery frequency. A delivery frequency must, therefore, be established for each pull sequence for each part number in the kanban system.
The delivery frequency establishes a relationship between the amount of inventory investment and the amount of material-handling activity. The amount of inventory investment is in proportion to how often material is replenished. The longer the replenishment times, the greater the inventory investment. Conversely, more frequent replenishment means smaller inventory.
More frequent replenishment also means more material-handling time. While it is tempting to think only of the benefits of reduced inventories, Kanban systems must ultimately establish the optimum strategy that balances inventory investment with material-handling costs. usually, this is an iterative process until optimum balance between the two is achieved.
Some typical elements of most Kanban systems include:
- Standard lot sizes or standard containers
- A single card per container
- Containers returning empty, usually as a signal that further material has been authorized for movement.
The Lean Techniques:
- Research data for this work have been adapted from the manuals:
- Dennis P. Hobbs. Lean Manufacturing Implementation: A Complete Execution Manual for Any Size ...
- Jorge Luis García-Alcaraz, Aidé Aracely. Lean Manufacturing in the Developing World: Methodology, Case Studies and ...
